Steam coming from a boiler and distributed to different systems for heating is a very much important part of the processing system. Any wastage of steam can lead to a loss in the total efficiency and productivity of the running plant. Steam is useful until this gets converted into condensate after losing its all latent heat to the piping system.
To stop heat loss of steam it is important to trap it in that particular piping system until this gives all of its heat to the receiving process. Here the role of the Steam trap comes into the picture. A well-selected steam trap helps to stop the transmission of unused steam into the drainage.
Steam traps are an important part of a steam and condensate piping network to stop Latent heat loss, reduce the cost of heating, Increase efficiency, water hammering, and separation of any non-condensable gases like CO2.
Knowing the functionality of the steam trap is important as a process engineer or piping engineer. In this article you will learn the following:
- What are steam traps and the use of a steam trap?
- Steam trap function and working method.
- Function and features of a steam trap.
- Codes and standard of steam trap and its selection methodology.
- Performance assessment and maintenance of steam traps.
- Indication of malfunctioning of steam trap.
Featured Article: What is the Coriolis flowmeter and how this works?
Table of Contents
What is Steam Trap?
Steam is a component of in steam piping system that has the capability to filter out condensate from the line and make steam work until all latent heat doesn’t get transferred into the main process flow system.
A steam trap is a kind of automatic valve that blocks steam to leave while allows condensate from the steam piping system. For any steam system, a steam trap is an essential component. This retains the steam inside the pipe that helps to maximize the utilization of heat.
To know better what is steam trap, we must know what is steam. “A steam is nothing but water in gaseous form that developed because of gaining heat from some source”. During the processing of this steam in the pipe this gets a mixture of the following things:
- Condensate: This form when steam releases its heat and converted to water.
- Air: Air enters the system through a boiler water make-up system and vacuum breakers.
- Non-condensable Gases: Gases present in the system other than air such as Carbon-di-Oxide are termed as non-condensable gases.
So, A steam trap is a device that separates any other form of gases and condensates to avoid two-phase flow in the system.
ANSI defines steam trap in the following way:
Steam trap – Self-contained valve which automatically drains the condensate from a steam-containing enclosure while remaining tight to live steam, or if necessary, allowing steam to flow at a controlled or adjusted rate. Most steam traps will also pass non-condensable gases while remaining tight to live steam.
ANSI/FCI 69-1-1989
Purpose of steam trap in piping
Steam is formed when water gains heat and vaporizes in the form of gas. In order for the vaporization process to happen, water molecules must gain such an amount of heat energy so that, the bond between molecules breaks. This energy gain to convert liquid into a gas is called Latent heat“.
The steam-based heating process uses latent heat and transfers it to the main process product. When work is done, i.e. All heat of steam is soaked by process fluid, then steam is converted into condensate. Heating efficiency will have a huge loss if steam leaves the piping system without giving all of its heat to the main process fluid.
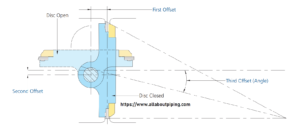
More Resources: What is Triple Offset Butterfly Valve? Definition, Design, Application, Code, and standard
Why Manual valve is not used instead of steam trap?
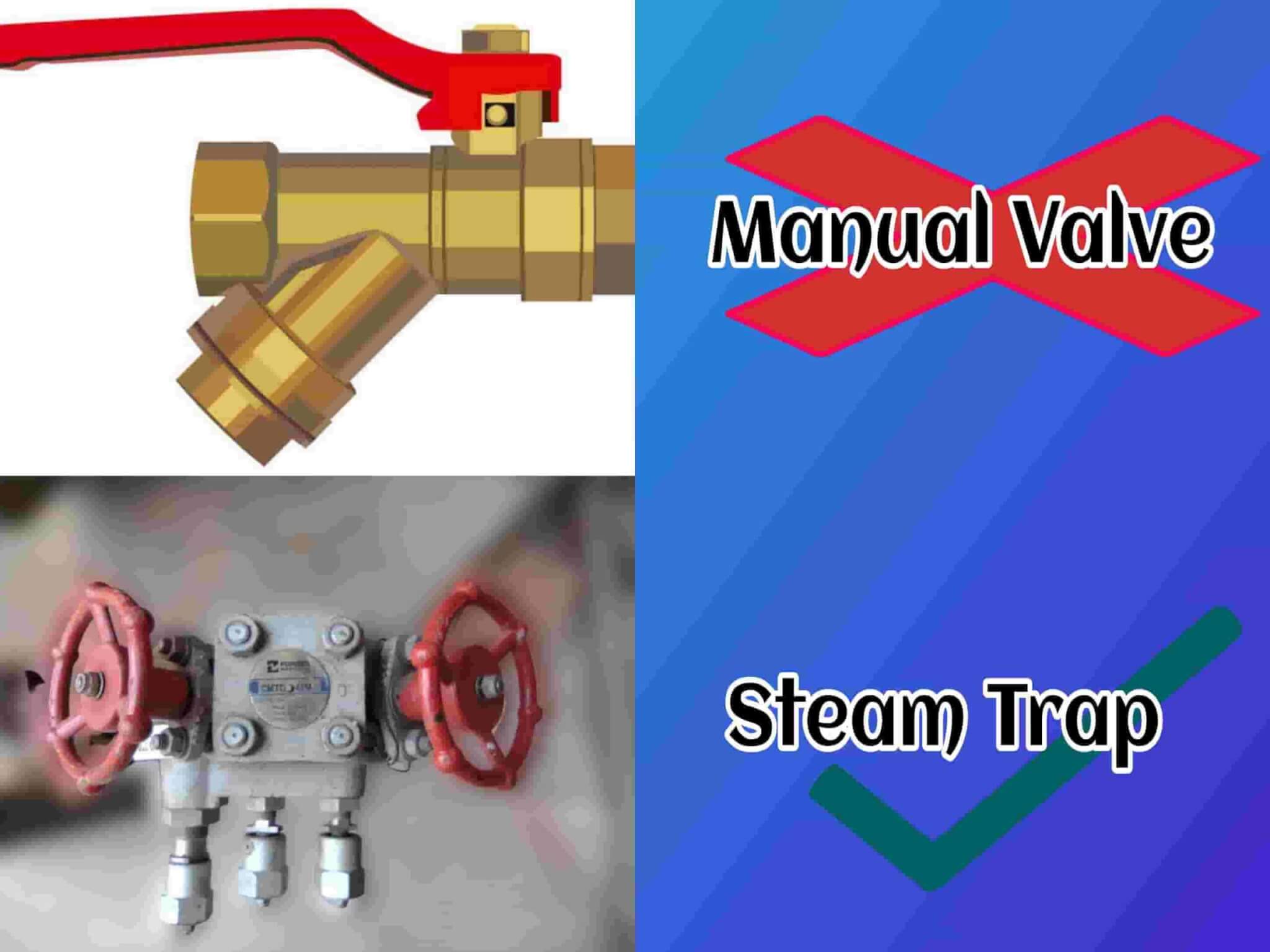
Initially, it was believed that amount of condensate can be regulated with a normal manual valve instead of a steam trap just by adjusting the valve opening port portion manually to match the amount of condensate generated.
Theoretically, this process is possible. But conditions required to achieve this, are so limited that in practice, using a manual valve is not a realistic solution to save steam loss.
A big problem with this method is if we set the opening of the valve for a set amount of condensate and if the quantity of condensate fluctuates in the load condition then it can’t be compensated. Indeed, the Amount of condensate generation is not fixed.
In the case of equipment, the Load of condensate during start differs greatly from the normal operational time. Similarly, in the case of steam transporting piping system, the load of condensate may vary according to environmental temperature.
A manual valve is not used in place of the steam trap as manual valve can’t respond to:
- Fluctuation of a load of condensate.
- Amount of condensate generation because of outdoor heat.
- Stop any leakage of steam during draining of condensate after steam distribution. And wastage will be more.
Types of steam trap
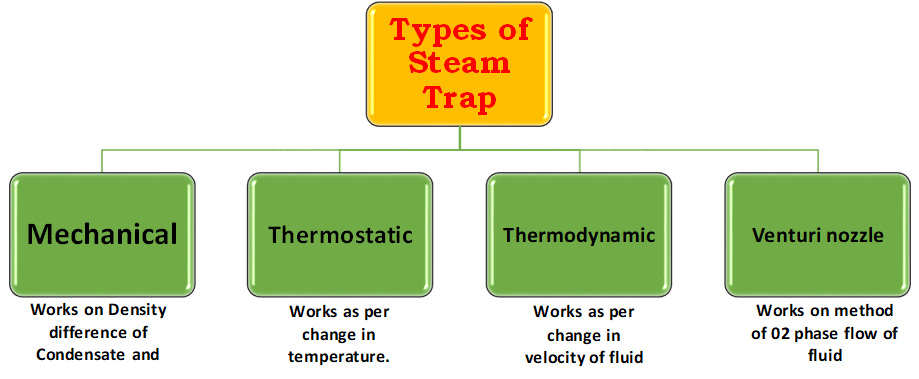
Steam traps used in steam lines can be divided majorly in 04 categories:
- Mechanical steam Trap: These type of traps have a float arrangement that rise and fall according to condensate level. This float is generally connected with a mechanical linkage that helps to open and close the valve. The operation of these traps is directly connected to the level of condensate in the trap body. Some example of mechanical traps are: Inverted Bucket and float type
- Thermostatic Steam trap: thermostatic traps are driven on or off because of expansion or contraction of trap seat caused by the change in temperature. These types of traps always hold back some amount of condensate in its body until that gets cooled sufficiently to allow the opening of the trap valve.
This function to hold condensate in the trap body is not so desirable because condensate needs to discharge as soon as it is formed. This is one of its drawbacks. A “bi-metallic” type trap is an example of this category. - Thermodynamic steam trap: This basic principle of working of this trap is the change in velocity of fluids. When steam enters, its static pressure on the disc forces the disc against the trap valve seat. This static pressure then tends to reduce as steam starts to get converted into condensate and allows to open the disc to discharge condensate.
This feature of trap to work as per static pressure on the disc sometimes allows to open it even when steam is present in trap. This leads to a loss of heat and efficiency. this trap can even be locked by itself if some non-condensable gases trapped on top of the disc. - Venturi Nozzle steam trap: This works on the most basic principle of physics of the two-phase flow. that helps for the effective removal of condensate from the steam piping system. When steam and condensate pass through the venturi nozzle, this traps steam.
The denser form of condensate liquid throttles the venturi nozzle, which keeps the steam from escaping. Any erosive current formed in the process is eliminated and contamination is discharge with condensate.
How steam trap works?
The basic form of steam trap is having a disc installed in the trap body, with a small hole drilled through this at the lowest point of the trap body. Because of gravity steam condensate always gets collected at the lowest point. The volume of condensate collected has a very lesser volume with respect to steam in the trap body.
Since that drilled hole always dipped in the condensate. So, it helps to block steam and allows condensate to drain effectively. This all process done inside a steam trap is either mechanically or thermostatically operated.
These types of steam traps open up when condensate and any non-condensable gas need to be removed and closes immediately when all condensate is drained. This process always repeats itself with new steam to get condensed and ready to drain.
Steam traps work effectively when sized specifically according to line size and fluid draining requirements. In general, It is better to oversize because it will still discharge the condensate and block steam in the piping system. But, an oversized steam trap may wear quickly, waste energy, and can cause issues.
Steam trap symbol in P&ID
Like all piping components, a steam trap is symbolized as follows in P&ID.
Applicable codes and standard for steam trap
Steam trap design should be governed by following international standard as listed below:
- ISO 6552: 1980/ (BS 6023: 1981): Glossary of technical terms for automatic steam traps.
- ISO 6553: 1980/CEN 26553: 1991 (Replaces BS 6024: 1981) Marking of automatic steam traps.
- ISO 6554 1980/CEN 26554: 1991 (Replaces BS 6026: 1981) Face-to-face dimensions for a flanged automatic steam trap.
- ISO 6704: 1982/CEN 26704: 1991 (Replaces BS 6022: 1983) Classification of automatic steam traps
- ISO 6948:1981/ CEN 26948: 1991 (Replaces BS 6025: 1982) Production and performance characteristic tests for automatic steam traps.
- ISO 7841: 1988/CEN 27841: 1991 (Replaces BS 6027: 1990) Methods for determination of steam loss of automatic steam traps.
- ISO 7842: 1988/CEN 27842: 1991 (Replaces BS 6028: 1990) Methods for determination of discharge capacity of automatic steam traps.
- FCI 69-1: Pressure Rating Standard for Steam Traps.
- FCI 85-1: Standard for Production Testing for Steam Traps.
- ASME PTC39: Steam Traps.
Apart from these end connections of the steam trap must follow the below-mentioned standards according to ASTM F1139-1988.
- ANSI BI6.1
- ANSI BI6.3
- ANSI B16.4
- ANSI B16.5
- ANSI B16.11
- ANSI B16.15
- ANSI BI6.18
- ANSI BI6.22
- ANSI BI6.24
- ANSI BI6.34, and
- MSS SP-51
Steam trap Functions
There is basically 03 required functions of the steam trap as briefed below:
- The steam trap must be capable to remove air and non-condensable gases from the piping system it is connected with. If air is not removed steam won’t be able to enter the main processing system and unwanted heat loss will occur.
- The steam trap must be isolated in presence of steam only to save the cost and efficiency of the steam system.
- When steam losses its latent heat it gets converted from gaseous form to condensate. This condensate must be removed in order to reduce heat loss and possible water hammering.
Features required for an efficient steam trap
For an efficient steam trap, the following features must be included for their best performance:
- The steam trap should be capable of discharging condensate and trapping the steam.
- It should be energy efficient, which means heat loss through the trap body must be minimum and it has negligible steam consumption.
- Air venting must be done properly by a steam trap to reduce the loss of steam temperature.
- Condensate pressure in the steam trap should not be less than its vapor pressure to avoid steam flashing.
- The steam trap must be highly reliable to avoid external factors to reduce its accuracy like
- Corrosion
- Water hammering
- Dirt and debris accumulation
Steam Trap Selection Chart
According to the type of steam trap, its application and process requirement selection of steam trap can be done according to the chart below
| SL. NO. | Steam Trap Characterstics | IB | BM | F&T | Disc | Thermostatic Wafer | DC | Orifice |
|---|---|---|---|---|---|---|---|---|
| 01 | Method of Operation | Irregular | Irregular | Continuous | Irregular | Irregular | Continuous | Continuous |
| 02 | Energy Conservation | Excellent | Excellent | Good | Poor | Fair | Excellent | Poor |
| 03 | Wear Resistance | Excellent | Excellent | Good | Poor | Fair | Excellent | Poor |
| 04 | Corrosion Resistance | Excellent | Excellent | Good | Excellent | Good | Excellent | Good |
| 05 | Hydraulic shock Resistance | Excellent | Excellent | Poor | Excellent | Poor | Excellent | Good |
| 06 | Venting of Non condensable gas at steam temperature | Yes | No | No | No | No | Yes | Poor |
| 07 | Venting of Air at Low pressure | Poor | Not Recommended | Excellent | Not Recommended | Good | Excellent | Poor |
| 08 | Ability to handle Start-up air load | fair | Excellent | Excellent | Poor | Excellent | Excellent | Poor |
| 09 | Back pressure | Excellent | Excellent | Excellent | Poor | Excellent | Excellent | Poor |
| 10 | Freezing damage resistance | Good | Good | Poor | Good | Good | Good | Excellent |
| 11 | Ability to Purge | Excellent | Good | Fair | Excellent | Good | Excellent | Poor |
| 12 | Performance of light load | Excellent | Excellent | Excellent | Poor | Excellent | Excellent | Poor |
| 13 | Response towards slug of condensate | Irregular | Delayed | Immediate | Delayed | Delayed | Immediate | Poor |
| 14 | Ability to hande dirt | Excellent | Fair | Poor | Poor | Fair | Excellent | Poor |
| 15 | Physical size comparison | Large | Small | Large | Small | Small | Large | Small |
| 16 | Ability to handle Flash steam | Fair | Poor | Poor | Poor | Poor | Excellent | Poor |
| 17 | Mechanical Failure (Open or Close) | Open | Open | Closed | Open | Note 6 | Open | Not Applicable |
Abbreviation used in Steam trap selection chart:
- IB: Inverted Bucket type Steam trap
- BM: Bi-metallic steam trap
- F&T: Float and thermostatic trap
- Disc: Disc type steam trap
- DC: Automatic differential condensate controller
Note:
1. Drain of condensate in the Inverted bucket type trap is continuous.
2. Method of operation of bi-metallic and thermostatic wafer trap is continuous on Low load.
3. Automatic differential condensate controller type steam trap has excellent energy conservation when secondary steam is used.
4. Bi-metallic and disc-type steam traps are not recommended for low-pressure operations.
5. Disc-type steam trap can fail to open if there is dirt accumulated in the trap body.
6. Thermostatic wafer type trap can fail to either open or close depending upon the design of bellows.
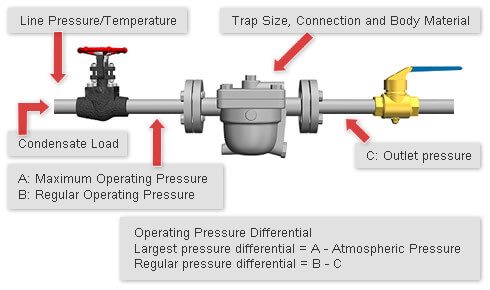
Steam Trap sizing
A steam trap size should not be chosen based on the size of an existing pipe. Steam trap sizing should closely match the size of the piping in the outlet side of the equipment that supplies condensate to the steam trap.
Generally, it is recommended that the size of the steam trap should not be lesser than equipment outlet piping. because this could lead to waterlogging and can damage the steam trap. According to the condensate load recommended size of discharge of equipment side of piping is as follows in the table:
| Maximum Condensate Load | Equipment Outlet Piping Size |
|---|---|
| Less than 200 kg/h [440 lb/h] | 15 mm [1/2 in.] |
| 200 - 500 kg/h [440 - 1100 lb/h] | 20 mm [3/4 in.] |
| 0.5 - 1 MT/h | 25 mm [1 in.] |
| 1 - 2 MT/h | 32 mm [1 1/4 in.] |
| 2 - 3 MT/h | 40 mm [1 1/2 in.] |
| 3 - 5 MT/h | 50 mm [2 in.] |
| Over 5 MT/h | 65 - 100 mm [2 1/2 - 4 in.] |
Performance characteristics of steam trap
A steam trap performance characteristic can be described by referring to one or more performance characteristics. According to ASTM F1139 (standard specification for steam traps) a brief explanation of each characteristic is as follows:
- Minimum Operating pressure: A steam trap should be tested for the minimum atmospheric pressure at which the actual opening and closing of the disc will occur.
- Maximum Operating pressure: Like minimum operating pressure, a steam trap must be tested for proper opening and closing at maximum operating pressure.
- Maximum operating back pressure: A steam trap should be tested to determine the maximum pressure permissible at the outlet of the trap that allows the correct functioning of the device.
- Air venting capability: The ability to discharge air and other non-condensable gases must be tested before approval of the steam trap.
- Operating temperature: The device should be tested to determine the temperature at which the device operates and at what temperature it passes its specific capacity.
- Condensate capacity: Flow testing of steam trap must be tested to determine its condensate capacity throughout its operating pressure range.
- Live steam loss: A steam trap should be tested to determine the amount of live steam loss through the trap.
Why steam trap fails?
There is always a chance of malfunctioning of steam traps because of various reasons like:
- Dirt contamination in the process fluid.
- Sudden change in pressure and improper piping connections.
- Corrosion due to wet conditioned steam.
- Water hammering due to suddenly open and close of steam trap disc.
- Waterlogging in trap body because of improper drainage of condensate.
- Oversizing selection of steam traps.
Indication of Malfunctioning of steam trap
Any lack of maintenance and improper operation of a steam trap can lead to the failure of a steam trap. This failure can become the reason for unusual pressure generation in the piping system. So, it is much important to identify if some steam trap is malfunctioning. Some of the indications of steam trap failure are as follows:
- An abnormal increase in temperature in the boiler room.
- Boiler operational pressure will change frequently and become a challenge for maintenance.
- Water sealing of condensate pump getting failure prematurely.
- Overheating or lack of heating of air-conditioned space.
- water hammering in steam and condensate line.
- leakage of steam and transmission of it in condensate lines.
- Inlet and outlet lines of the steam trap will reach the same temperature.
Steam trap Maintenance
A periodic lookout for the condition of the steam trap and its maintenance is always necessary in order to avoid any unwanted things in the process. Maintenance of this includes 03 stages which are:
- Routine Maintenance
- Replacement of internal parts
- Replacement of steam traps
Details about each stage of maintenance are described in the next sections.
Routine maintenance of steam trap
Routine maintenance depends on the type of installed steam trap and its operational application. For Example, A balanced pressure steam trap has an element that is designed such as, it can be replaced very easily.
Changing internals of those on regular basis on a duration of 03 years or as per requirement might look like wastage of time and material but this helps to run a trouble-free system. This type of maintenance practice reduces trap checking with minimal loss of heat because of defective steam traps.
Routine maintenance also includes cleaning and re-using pre-installed internal parts. This type of maintenance has to do on a regular periodic basis to lookout for internal parts and change it if this is suspected to be damaged and found cost-effective.
Replacement of Internal Parts
Replace of old internal part with a new one creates confidence in the undisturbed functioning of the steam trap. A steam trap’s body normally has a much longer life but its internal parts get damaged according to system condition and time.
Thus a replacement of old internal parts with new ones creates reliability and refurbished trap. Internal parts of a thermostatic steam trap can generally change easily just by removing screws. Its installation is simple and reliable assuming the proper maintenance instruction has been followed.
Replacement of steam traps
Sometimes, Cleaning of internal part and changing it doesn’t work so efficiently and this becomes cost-effective to change the steam trap instead of repairing it. In those cases, according to process conditions steam traps are provided with flange-type end connections.
Even flanged type steam traps are more expensive but according to condition replacing the trap becomes a wise choice than to repair. A swivel connector allows easy removal and replacement of trap.
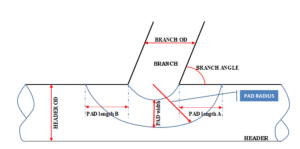
Must Read: What Is RF Pad? How To Calculate Reinforcement pad dimensions?
Conclusion
A steam trap is a kind of automatic valve that traps steam but allows condensate to drain out from the system. A steam trap is a very essential part of the steam piping system to avoid any heat loss and reduction in efficiency of the steam heat transfer system.
There are total 04 types of steam traps:
- Mechanical steam trap
- Thermostatic steam trap
- Thermodynamic steam trap
- Venturi nozzle steam trap
Each type of steam trap has its own operational principle to trap steam and drain condensate. Steam trapping, Air venting, and condensate draining are required features of any steam trap.
- A steam trap can be malfunctioned because of corrosion, dirt and water hammering.
- Periodic maintenance of steam trap is required to avoid heat loss from the system.
- Sizing of steam trap is very important for efficient working.